

发表时间:2012-06-07 来源:职业卫生网 浏览次数: 评论: 顶: 踩:
手工电弧焊
一、工艺简介
1焊接电弧
手工电弧焊是以焊条与焊件(被焊的金属制件)作为两个电极,利用两电极之间产生的电弧放电时产生的热量,使金属熔化,从而使两块金属熔合成一体的焊接过程。在两电极之间的气体介质中,强烈而持久的放电现象称为电弧。电弧放电时产生高热,电弧中心部分的温度可高达3000~4000℃,同时产生强光。
2焊条
焊条是进行手工电弧焊时不可缺少的材料。根据不同的焊接要求,需要选择使用不同性能的焊条。目前我国根据焊条不同的特性和用途,分为十一大类:结构钢焊条(包括普通低合金钢)、珠光体耐热钢焊条、奥氏体不锈钢焊条、铬不锈钢焊条、低温钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、镍及镍合金焊条、铝及铝合金焊条、其他特殊用途焊条。
焊条由焊芯和药皮组成。没有药皮的焊条称作裸焊条,现已很少应用。焊芯的主要成分为钢,另外尚含有微量的碳、锰、硅、铬、镍以及硫和磷等化学元素。焊芯在焊接时的功用,一是传导焊接电流,产生电弧,二是焊芯本身熔化形成焊缝中的填充金属。药皮有厚薄之分,薄药皮焊条的药皮重量仅为1%~2%,仅能起稳弧作用。目前最常用的是厚药皮焊条,药皮的重量约占整个焊条重量的30%~50%。焊条药皮的组成成分较复杂,每种焊条的药皮配方中,一般由7种以上原料配成。
药皮涂料主要含氧化铁、氧化锰和氧化钛等化合物的焊条,药皮熔化后的熔渣呈酸性,故这类焊条统称为酸性焊条。酸性焊条只适宜用于焊接低碳钢和不重要的结构钢。氢型药皮成分中,由于不含铁或锰等氧化物,而大理石(CaCO3)和萤石(CaF2)含量较多,碱度很大,药皮熔化后的熔渣属碱性,因此含有这种药皮的焊条称为碱性焊条。碱性焊条适用于焊接大多数的合金钢。目前我国生产的焊条品种很多,其牌号是按照焊缝金属的抗拉强度等级和焊条药皮类型来区分的。牌号前加“结”字,表示结构钢焊条,紧接着的第一位、第二位数字表示焊缝金属抗拉强度等级,第三位数字表示焊条药皮类型和适用的焊接电源种类。
二、职业病危害因素识别
手工电弧焊时不仅有强烈的弧光,而且在电弧的高热影响下可以产生大量的电焊烟尘和多种有害气体,因此手工电弧焊的职业病危害因素的特点是综合性的。
(一)电焊弧光
手工电弧焊的电弧温度高达3000℃以上,在此种温度下可产生强烈的电焊弧光,主要是强烈的可见光和不可见的紫外线和红外线。紫外线是一种波长为100~400nm的光波,又称紫外辐射。根据生物学效应可分为三个区带:
① 远紫外线区,又称短波紫外线(UVC),波长100~290nm,具有杀菌和微弱致红斑作用,为灭菌波段;
② 中紫外线区,又称中波紫外线(UVB),波长大于290至320nm,具有明显的致红斑和角膜、结膜炎症效应,为红斑区;
③ 近紫外线区,又称长波紫外线(UVA),波长大于320至400nm,可产生光毒作用和光敏效应,为黑线区。凡物体温度达1200℃以上时,辐射光谱中即可出现紫外线。随着温度升高,紫外线的波长变短,强度加大。手工电弧焊焊接电弧形成的紫外线属中短波紫外线。这种波长可以透过人体的皮肤角化层,被深部组织和真皮吸收,并且能损伤眼结膜和角膜。红外线又称红外辐射,可分为:
① 长波红外线,波长为大于3μm至1mm,能被皮肤吸收,只产生热的感觉;
② 中波红外线,波长为大于1400nm至3μm,能被角膜和皮肤吸收;
③ 短波红外线,波长为760~1400nm,可被组织吸收引起灼伤。物体温度愈高,辐射强度愈大,其辐射波长愈短。手工电弧焊时可产生全部上述波长的红外线。电焊红外线可使人产生热的感觉,使血液和深部组织加热,产生灼伤,眼睛长期接受短波红外线的照射可产生红外线白内障和视网膜灼伤。
(二)电焊烟尘
手工电弧焊时由于焊条和母体焊件,含有不同合金元素和各种化合物,在焊接电弧的高温作用下,发生一系列的复杂冶金反应。熔化金属产生沸腾和蒸发,以气溶胶状态析出多种有害气体,同时还产生大量的电焊烟尘。不同工作地点或不同工件焊接时的发尘量和空气中的烟尘浓度可有较大的差别。这往往与焊条的种类、焊接操作时间长短、同一时间焊接的焊枪数目、焊接电流强度、操作场所的容积和通风等情况有密切关系。碱性焊条的发尘量一般高于酸性焊条的发尘量。实验证明焊接05kg “结422”型酸性焊条产生的烟尘量为352g,而焊接05kg “结507”型碱性焊条的烟尘量则为782g。测定空气中电焊烟尘的浓度也同样证明了这一结果。如曾在特制的容积为2m3 的实验装置中分别测定100g “结422”型和“结507”型焊条燃烧时所产生的烟尘浓度,“结422”型焊条产生的烟尘浓度平均为4775 (2944~6437)mg/m3。“结507”型焊条产生的烟尘浓度平均为5588 (3802~7375)mg/m3。碱性焊条发尘量高的主要原因是焊条药皮中含有氟化物。氟化物具有促进发尘量的作用。如在药皮中加入2%的氟化锂或氟化钠,每燃烧05kg,发尘量为12g左右,加入2%的氟化钙,发尘量为8g。而无氟焊条仅为4g左右。有关现场调查的测定结果证明,在没有局部抽风装置的情况下,室内使用碱性焊条的单支焊枪焊接时,空气中电焊烟尘浓度分别可达966~246mg/m3。采用“结422”型酸性焊条在通风不良的罐内进行焊接时,空气中烟尘浓度为1685~286mg/m3,采用“结507”型碱性焊条时为2264~4128mg/m3。以上数字说明,在通风不良的罐、舱内或一般厂房内使用碱性焊条较酸性焊条空气中的电焊烟尘浓度有明显的增高。另据国外报道,在通风不良容器内焊接,焊工呼吸带处的焊尘浓度有时可高达1000mg/m3。
物理化学分析证明,电焊烟尘是一种无机性烟尘,属于金属氧化物凝聚所成的气溶胶。用滤膜采集电焊烟尘,在2万倍电子显微镜下观察,发现烟尘的微细颗粒,外观呈球状,直径大小不一,粒子中央系以金属氧化物(大多数为三氧化二铁)为核心,周围包有一层无定形硅酸的薄膜。各种类型焊条所构成的烟尘粒子,外观均无明显差异。由于烟尘粒子都带有不同电荷,因此有聚合成群的能力,在电子显微镜下可观察到由几个到几百个粒子聚合在一起的凝聚团。电焊烟尘的分散度,根据对不同类型焊条的烟尘粒子直径大小的测定结果,多数在2μm以下,属分散度较大的尘粒类。分散度越大,其比表面积也越大,生物学活性也增加。在焊接高温下,焊条和母体金属发生化学冶金反应,产生的电焊烟尘化学组成十分复杂,具有数十种金属和非金属化合物。有关电焊烟尘的主要化学组成见表142。
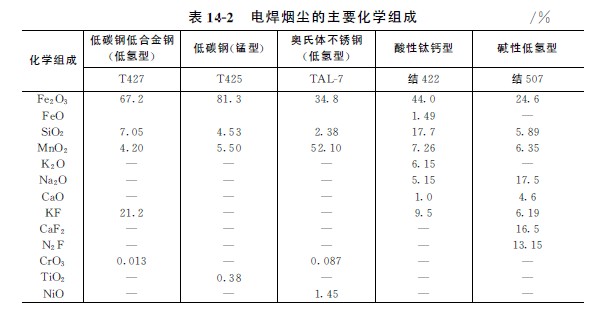
电焊烟尘的主要化学成分
从表142中可以看出,铁化物、锰化物、硅和硅酸盐、氧化钙、氮化物等,约占全部电焊烟尘总量的80%以上。酸性焊条的电焊烟尘中不含或含少量氟化物,而碱性焊条的电焊烟尘中氟化物可高达15%以上。电焊烟尘中的铁是以三氧化二铁和氧化铁的形式、锰以氧化锰和二氧化锰的形式、氟主要以氟化钙和氟化钠的形式存在。硅(矽)的存在形式则为无定形二氧化硅,而未发现有有结晶型二氧化硅的存在。这与焊条药皮中的二氧化硅主要为结晶型二氧化硅或硅酸盐的形式存在有所不同。这种二氧化硅存在形式的不同,可能是由于高温熔化改变了二氧化硅的化学结构,使石英晶格图像发生变异的结果。
(三)电焊烟气
在手工电弧焊焊接过程中除了产生多量烟尘外,还同时逸散出大量烟气。包括一些氧化的金属气体,高温下产生的氟化氢气体,以及由于伴随的碳素燃烧和在强烈的紫外线照射下,产生的一氧化碳、氮氧化物和臭氧等气体。一般说来,电焊烟尘的组成成分相对比较恒定,而电焊烟气浓度则受焊接时间、焊条熔敷量、焊接温度等的影响而变化较大。主要的有害烟气成分如下。
1锰
在焊条的药皮中含有锰,含量2%~40%不等。高锰的铁铝锰合金焊条焊芯中含锰量可高达23%以上。锰的作用在于脱氧和改善机械性能。焊接时焊条中的锰,约5%~7%熔融于焊缝中,85%以上成为焊渣,其余不到10%经高温电弧热解,蒸发、凝聚成以氧化亚锰为主的锰烟尘。一般酸性焊条的含锰量高于碱性焊条,因此采用酸性焊条焊接时形成的电焊气溶胶中锰的含量就比碱性焊条焊接时高。由于锰的气溶胶能迅速扩散,在露天焊接时不致形成高浓度焊烟,但在通风不良场所,如船舱、锅炉、罐内进行焊接操作,即使停止焊接后,空气中锰的烟气还可长时间保持较高浓度。关于焊接厂房空气中的二氧化锰浓度,根据国内报道,一般在065~12mg/m3 之间;在通风不良的罐内或船舱内操作时,则可高达30mg/m3 以上。目前尽管高锰焊条趋于淘汰,焊接时空气中锰浓度有所降低,但仍应予以关注。另外,手工电弧焊时,工人使用手持防护面盾,二氧化锰浓度在盾内面可比盾外面低三分之二,因此在评价手工电弧焊工受二氧化锰危害时,应进行具体分析。
2铬和镍
一般碳素钢焊条中不含铬。而奥氏体不锈钢焊条中则含有不等量的铬和少量镍。焊接时在电弧高温下可氧化产生氧化铬(主要为二氧化铬和三氧化铬)以及氧化镍(为氧化镍和五氧化二镍)。使用含铬不锈钢焊条或镍和镍合金焊条焊接时,焊工呼吸带的空气中三氧化二铬和氧化镍的含量,在无通风措施或通风不良的情况下,可显著增高,甚至超过国家卫生标准的数十倍。
3氟化氢
各种焊条的涂料中均含有不等量的氟化物,特别是低氢型碱性焊条中含有较多的萤石(CaF2)。如“结507”型焊条药皮中含萤石14%~20%,“奥107”型焊条药皮中含萤石45%。萤石在电弧高温下可分解产生氟化氢气体和氟块(CaF2·NaF)。氟化氢气体与水分接触可产生具有强烈腐蚀刺激性的氢氟酸。电焊烟气中的氟化物浓度波动很大,影响因素较多,但主要取决于使用焊条的类型。低氢型碱性焊条的电焊烟气中所含的氟化物浓度较高。
4氮氧化物
在焊接高温下,空气中电离产生的氮与氧结合可生成氮氧化物。电焊烟气中的氮氧化物主要是二氧化氮和一氧化氮。由于一氧化氮不稳定,很容易氧化成二氧化氮,尤其是焊接过程中还同时存在紫外线、臭氧、铁尘等,均能促使一氧化氮氧化生成二氧化氮。二氧化氮遇水可变成亚硝酸,与臭氧结合可生成五氧化二氮。电焊烟气中氮氧化物产生量主要取决于电弧的长度和电压以及电流量的大小等。
5臭氧
臭氧是在电弧高温和强烈紫外线的激发下,使空气中氧发生电离而产生的。焊接金属的种类对臭氧的产生也有影响。
6一氧化碳
铁和碳是组成钢的主要元素,在焊接高温下碳不完全燃烧,就可以生成一氧化碳,但产生量极小。
(四)高温
手工电弧焊的电弧温度高达3000℃以上,在通风不良的情况下易形成高温作业的工作环境。




